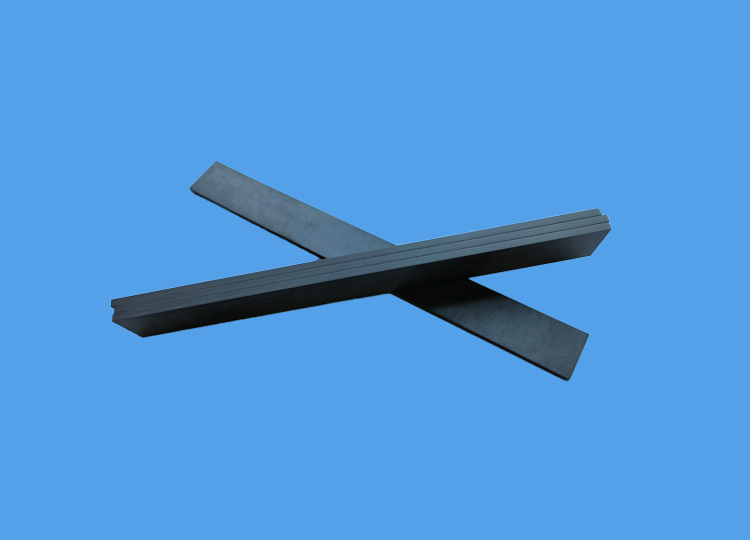
一、磁钢怎么分离开省力,安全
磁钢出厂时,一般几块为一组包装在一起,槽型内。由于它们之间的吸引力比较大,生产过程中操作人员很难将它们分离开。且在分离过程中容易将操作人员手夹伤,也比较容易打碎磁钢。因此需设计专用的磁钢分离工装,如下图。分离工装盒体采用非导磁材料3240环氧布板,盒体前部下端设置有磁钢出口槽,在盒体后部下端设置有推板安装槽,盒体中空便于安装磁钢。手动阀控制Φ32双轴气缸运动方向,推动磁钢推板,使盒体下部第一块磁钢与第二块分离,将磁钢推至导磁较弱的吸附块上,便可轻松实现分离。该工装的使用大大减轻了操作人员的劳动强度,提高了安全系数,同时,分离效率也得到了提高。

二、磁钢的装配操作
磁钢塞入转子槽型后,再加工转子外圆表面时,吸附的铁屑很难清理且无法测量尺寸,因此应先将转子外圆加工到位后再塞磁钢。
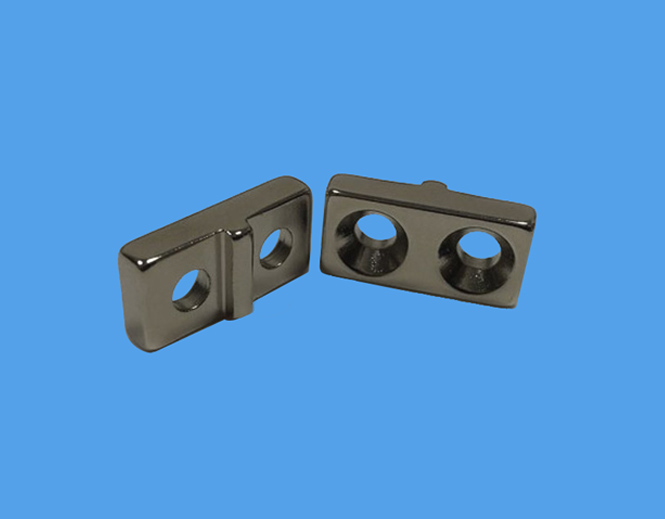
下图为磁钢安装导向套

由于磁钢与硅钢片间的吸附力较大且同一极性磁钢相互排斥,入槽时磁钢难以对准槽型,甚至发生磁钢被扭转卡死在槽型入口处的情况,故需设计专用的导向套。采用304不锈钢非导磁性材料,厚度大于磁钢长度1/2以上,用线切割加工的导向槽尺寸比磁钢长度和宽度大0.5mm,数量及位置与铁心一致。预先将导向套对准铁心磁钢槽型并用压板锁紧。
磁钢装配时比较容易放入导向套内的磁钢槽,然后轻微晃动磁钢,利用磁钢与硅钢片的吸附力便可轻易滑入槽型内,操作比较简单。磁钢装配前预先在导向套端面上做好N、S磁极分布标识,用极性检测笔进行磁钢极性检测并标识。
在磁钢槽内喷一层促进剂,加快粘胶的固化速度,之后在磁钢表面涂厌氧型平面密封胶乐泰510(最大填充间隙0.25mm、最高耐温204℃),将每块磁钢按照极性标识塞入槽型内,完成后铁心两侧端面用压板将磁钢轴向锁紧在槽型内。
文章由磁铁生产厂家卡瑞奇小傅整理编辑,所属于磁铁资讯栏目,内容资料来源于南阳防爆。
相关电机磁钢产品栏目;
文章链接:https://www.krqcitie.com/news/694.html
免责声明:本网站部分图片,文章来源于其它媒体与网站,版权归原作者/发布机构所有,仅作传播分享知识,如转载稿件涉及侵权,请联系我们删除,谢谢。

扫描二维码
进入手机版官网
首页 | 电机磁钢 | 磁铁产品 | 磁铁价格 | 磁铁问题 | 磁铁资讯 | 关于我们 | 联系我们
全国咨询电话:0769-23388352 厂家地址:广东省东莞市万江区新和社区龙通一路1号厂房