在开始本文介绍前先给大家讲下电机中磁钢为什么要固定?其实主要就是防止磁钢飞出,防止磁钢碎裂与损伤,保持磁场稳定,保证电气性能,延长电机寿命等作用,目前市场上主要有3种手段,分别是用胶水固定,注塑填充,锚点固定。以下是这3种固定方式的介绍,包括优缺点。
一、胶水固定
在最开始之前,注塑工艺并没有那么成熟量也没那么大。普遍都是采用这种胶粘固定,根据胶水的类型不同有分结构胶,瞬干胶,UV 胶等,主流胶水还是采用的环氧AB胶,粘接在转子铁心的表面保证其在高速旋转下的稳定性。
用胶水固定磁钢,又分为注胶和点胶,也就是操作不一样,点胶就是不用涂满,点在磁钢的多个点。注胶是将磁钢和铁芯之间的缝隙填充饱满。
下图为磁钢粘接用胶对比测试表,来源驱动视界。

胶水固定磁钢的优缺点:
优点:简便,适应性强,减震降噪。
缺点:气味难闻,再次维修比较困难,再有胶水大多要加热固化,效率低。
二、注塑填充固定工艺
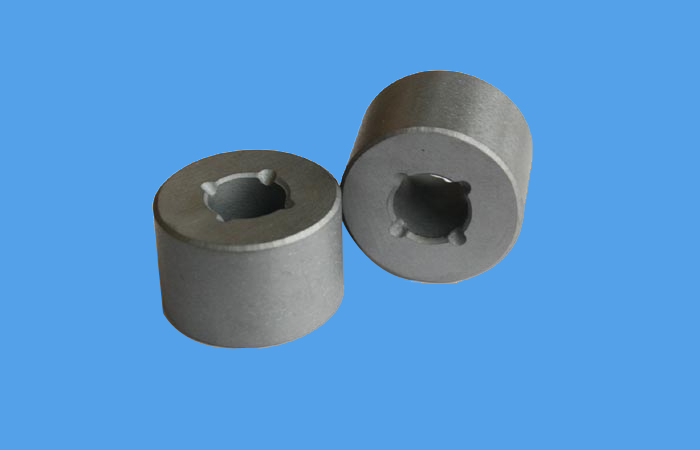
磁钢注塑填充固定是一种常用于电机制造的固定方式,它通过将磁钢部件置于电机定子或转子铁芯的槽中,并使用热塑性(例如含有玻纤增强的尼龙66)或热固性塑料材料将其填充,从而实现固定。
注塑填充固定磁钢的优缺点:
优点:这种一体化结构可以有效防止磁钢由于离心力而发生位移或脱落,可以实现复杂形状的填充,一次成型提高生产效率。
缺点:对注塑过程中温度、压力和速度的控制要求严格。注塑包裹着磁钢会导致磁场强度降低。
三、铆点工艺
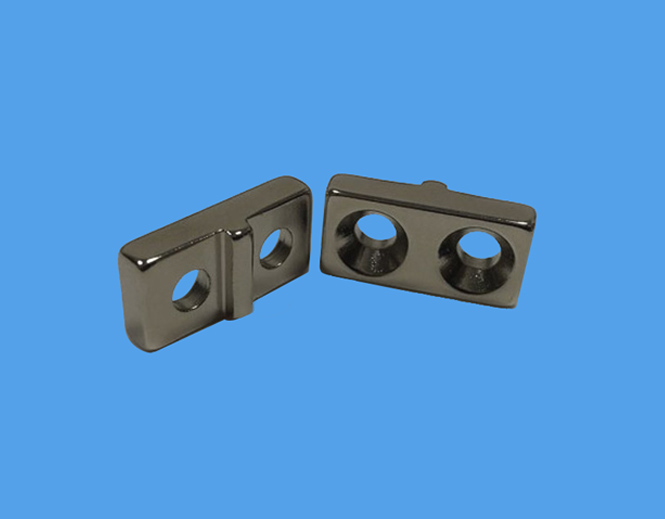
磁钢铆点工艺固定是一种在驱动电机制造中用于固定磁钢的精密工艺,主要特点是利用铆点结构将磁钢牢固地连接在转子铁芯或者其他支持结构上。
磁钢铆点工艺固定优缺点;
优点;牢固可靠,抗震性好,易于标准化和自动化,生产过程稳定,便于质量控制。
缺点:工艺较为复杂,成本也较高,一旦通过铆接固定,后续维修或更换较为困难。
四、机械固定
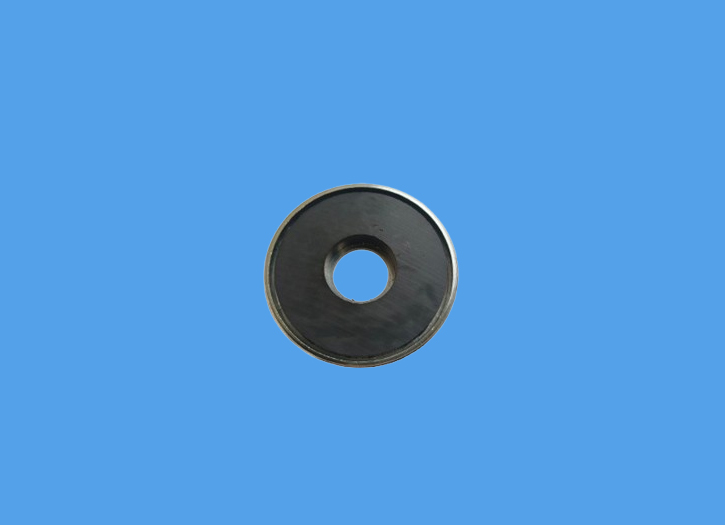
这也是最常见的方式之一,通过螺栓、销钉或其他机械连接件将磁钢和转子铁芯与电机的机壳或框架固定在一起。这种方式简单可靠,适用于各种类型的电机。
机械固定磁钢优缺点;
优点:稳定性高,使用寿命长,还易于维修。
缺点:工艺较复杂,增加电机的重量。
这些固定磁钢方式各有优缺点,选择合适的方式通常取决于电机的类型、应用需求和制造成本等因素,有需电机磁钢(瓦片 多极磁环)欢迎联系我们。
相关驱动电机磁钢产品;
文章链接:https://www.krqcitie.com/cjwt/1305.html
免责声明:本网站部分图片,文章来源于其它媒体与网站,版权归原作者/发布机构所有,仅作传播分享知识,如转载稿件涉及侵权,请联系我们删除,谢谢。

扫描二维码
进入手机版官网
首页 | 电机磁钢 | 磁铁产品 | 磁铁价格 | 磁铁问题 | 磁铁资讯 | 关于我们 | 联系我们
全国咨询电话:0769-23388352 厂家地址:广东省东莞市万江区新和社区龙通一路1号厂房